 |
|||
|
|
|||
|
Page Title:
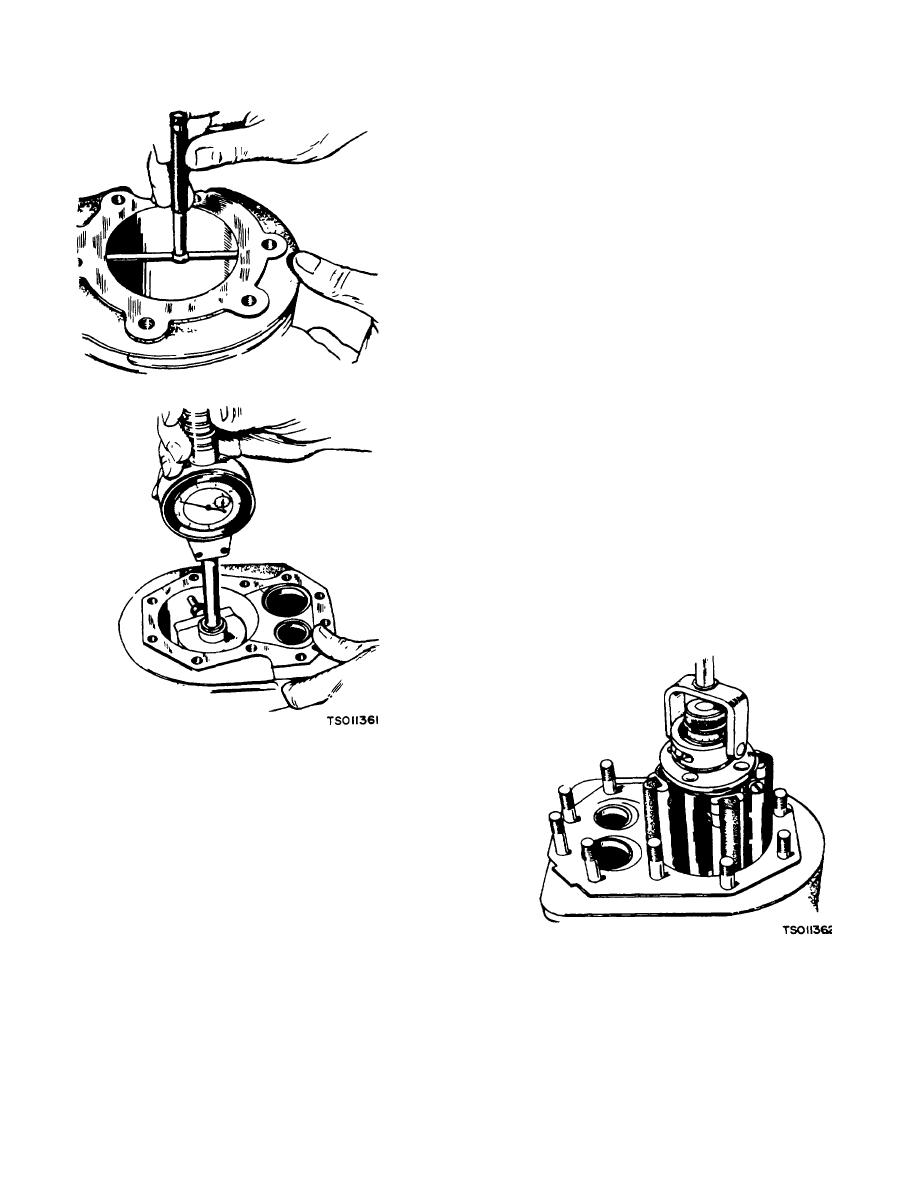
Figure 5-28. Methods of Cylinder Bore Inspection (Model RMPJ/1-10G) |
|
||
| ||||||||||
|
|
 TM 5-4110-217-14
not the cylinder is out of round. If the out of round
exceeds 0.005 Inch, the cylinders must be rebored and
honed for the next oversize piston. A reboring machine
is used when going to oversize pistons.
5-29. Cylinder Block Repair.
a. hone can be used to rebore a cylinder (figure 5-
29). Remove stock to 0.002 inch undersize of finish bore
with course hone (100 grit), then complete honing with
finish hones (300 grit),
b. Anchor the block solidly for either vertical or
horizontal honing. Use either a drill press or heavy duty
drill which operates at approximately 250 to 450 rpm.
c. Lower the hone into the cylinder until it protrudes
1/2 to 3/4 inch past the end of the cylinder.
Rotate the adjusting nut until the stones come in
contact with the cylinder wall at the narrowest point.
d. Turn the hone by hand. Loosen the adjusting
nut until the hone can be turned.
e. Connect drill to hone and start drill. Move the
hone up and down In the cylinder approximately 40
cycles per minute. Usually the bottom of the cylinder
must be worked out first because it is smaller. Then
when the cylinder takes a uniform diameter, move the
one up and down all the way through the bore. Follow
the hone manufacturer's recommendations for wet or dry
honing and oiling the hone.
f. Check the diameter of the cylinder regularly
during honing. A dial bore gauge is the easiest
Figure 5-28. Methods of Cylinder Bore Inspection (Model
RMPJ/1-10G)
(4) Measure and record as "D" the diameter at
the bottom of the cylinder bore and crosswise of the
block.
(5) Reading "A" compared to reading "B" and
reading "C" compared to reading "D" indicates cylinder
taper.
(6) If cylinder taper exceeds ;.005 inch, rebore
and hone to accommodate the next oversize piston.
Figure 5-29. Honing Cylinder (Model RMP-J/1-1OG
Reading "A" compared to reading "C" and reading "B"
compared to reading "D" indicates whether or.
5-18
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
