 |
|||
|
|
|||
|
Page Title:
Section III GENERAL MAINTENANCE PROCEDURES |
|
||
| ||||||||||
|
|
 TM 5-4120-359-14
Section III GENERAL MAINTENANCE PROCEDURES
4-3. ELECTRICAL WIRING REPAIR GENERAL
Preferred repair methods consist of replacing wires, terminals, connectors, etc., rather than splicing wires, bending ends
to form terminals, and other make-shift procedures; although the latter may be appropriate for emergency field repairs.
Determine the proper size and length of wire, or the terminal, or connector to be used for replacement by referring to
a. Soldering Connections. Wire connections must be made mechanically sound before they are soldered; solder
alone does not provide sufficient strength to prevent breakage. Joining surfaces of connections to be soldered must be
clean and bright. If a separate flux is used, it should conform to Specification MIL-F-4995, Type I, rosin-alcohol flux, and
should be brushed onto the joint before soldering. If a flux-core solder is used, it should always be rosin-core electrical
solder. If an uncored solder is used, it should be a lead-tin solder, item 1 Appendix E, conforming to Specification
QQ-571. Wires should always be heated to the point at which the solder will melt completely and flow into all parts of the
joint. Excessive build-up of solder "gobs" on the joint should be avoided or removed.
b. Insulating Joints. The preferred method of insulating electrical joints is by the use of heat-shrink tubing. To apply,
cut a piece of heat-shrink tubing of suitable diameter to a one-inch length for covering joints at terminals or connectors, or
to a length about 1/2 inch (1.3 cm) longer than the joint to be insulated, and slide the tubing over the wire before making
the joint. After the joint is made, slide the tubing so that it covers the joint, and shrink in place with moderate heat.
c. Splicing Wires. To repair broken or cut wires that are otherwise sound, the mating ends can be stripped and
spliced. A commercial butt splice can be crimped onto the ends to join them, or a "Western Union" wire splice can be
made. The latter is made by stripping 1/4 - 1/2 inch (0.6 - 1.3 cm) of insulation from the wire ends, holding the ends
parallel and facing opposite directions, then twisting each end around the other wire at least three turns. Solder and apply
insulation as described above.
d. Crimping Terminals. To install a terminal on the end of a wire, strip 1/4 - 1/2 inch (0.6 -1.3 cm) of insulation from
the end of the wire, apply a one-inch piece of heat-shrink tubing (if the terminals are of the uninsulated type), and insert
wire end into the shank of the terminal. Crimp the shank, and install heat-shrink tubing, if necessary.
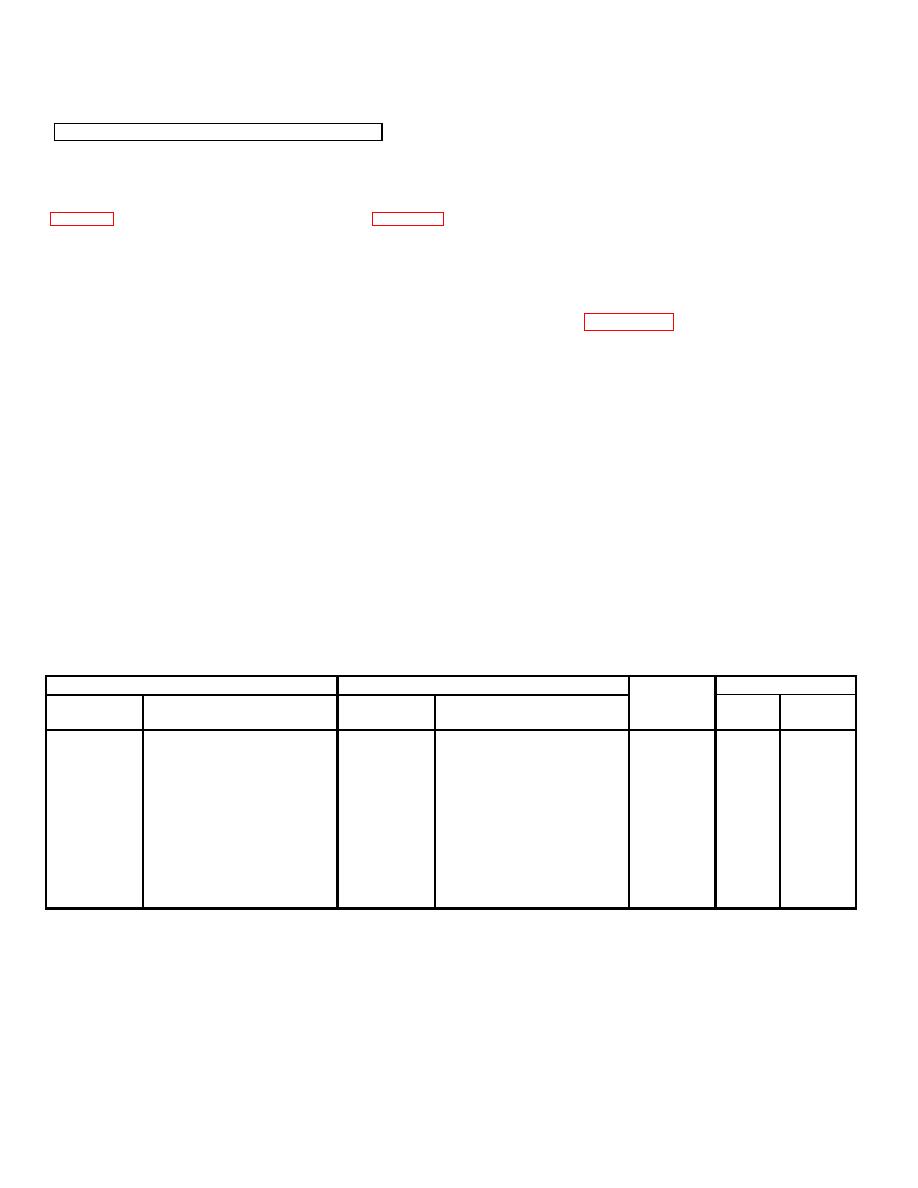
Table 4-2. WIRE LIST
TERMINATION
TERMINATION
AWG
LENGTH
Wire
FROM
TERMINAL TYPE
TO
TERMINAL TYPE
Size
IN.
CM
WIRING HARNESS
P2
P2-A
MS3106R24-11S
TB4-7
MS17143-2
16
41
104.1
P2-B
MS3106R24-11S
TB4-8
MS17143-2
16
41
104.1
P2-C
MS3106R24-11S
TB4-9
MS17143-2
16
41
104.1
P2-D
MS3106R24-11S
TB4-4
MS17143-3
12
39
99.1
P2-E
MS3106R24-11S
TB4-5
MS17143-3
12
39
99.1
P2-F
MS3106R24-11S
TB4-6
MS17143-3
12
39
99.1
P2-G
MS3106R24-11S
E3
MS25036-153
14
44
111.8
P2-H
MS3106R24-11S
TB4-3
MS17143-2
16
39
99.1
4-20
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|

