|
| |
TM5-4120-375-14
5-15. BRAZING.
Purge system with
to 1200 F creates
WARNING
dry nitrogen prior to
phosgene gas.
soldering refrigerant heated
a.
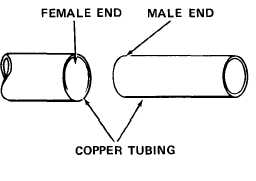
PREPARATION FOR BRAZING.
(1).
Cut tubing using a tube cutter.
(2).
If not perfectly round, size the end of the tube with a
sizing tool.
(3).
Clean the ends of the tubing with crocus cloth or wire
brush. Do not under any circumstances use sandpaper, emery
cloth or steel wool for this purpose.
(4).
Flux female end of tubing.
(5).
Slip tubing into fitting until it seats properly.
b.
BRAZING.
(1).
(2).
(3).
(4).
(5).
Heat evenly to recommended temperature. Keep the torch
moving constantly in a “figure-eight"-motion.
Apply silver brazing alloy to the heated parts.
Do not
heat (melt) the silver brazing alloy with the torch.
Cool the joint.
Clean the joint,
Be sure all flux
using warm water and a brush.
has been removed.
5-12
|