 |
|||
|
|
|||
|
Page Title:
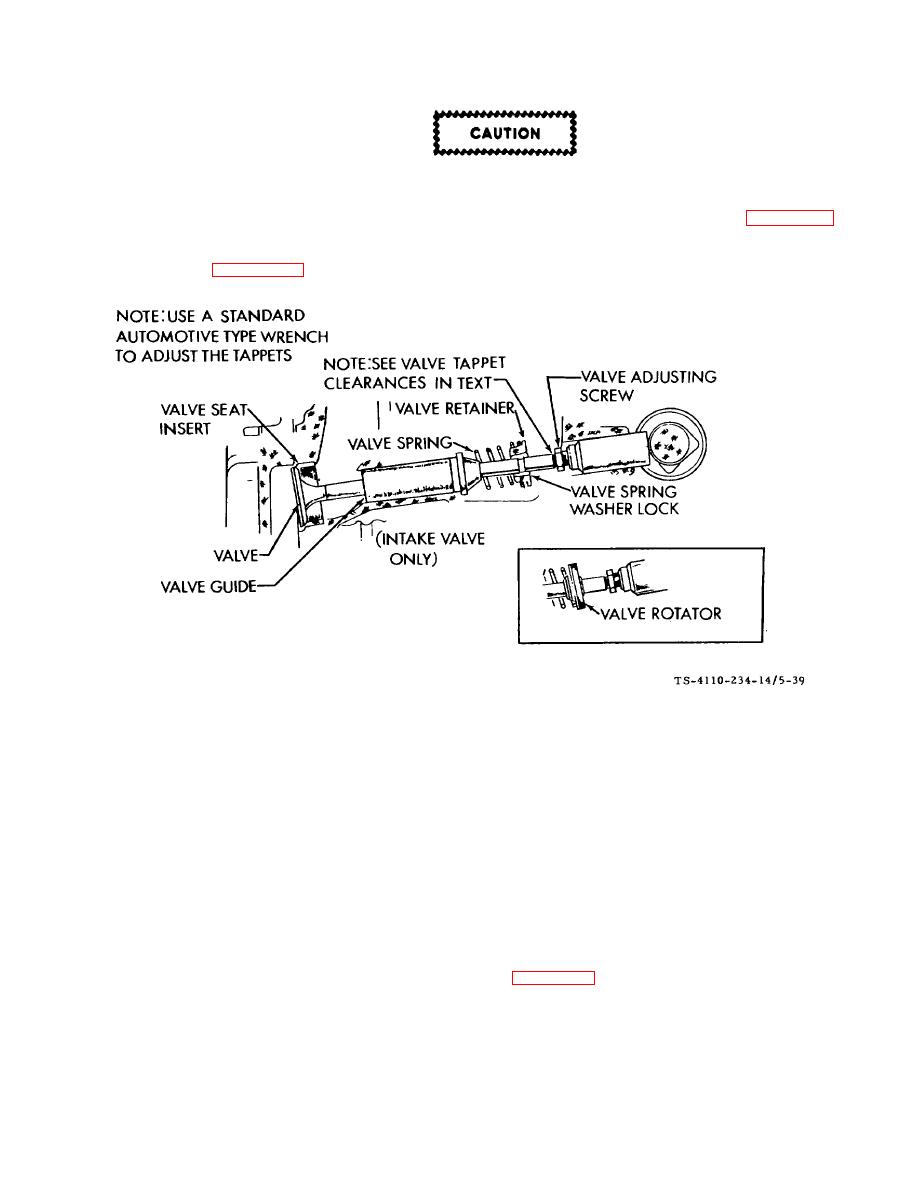
Figure 5-39. Valve Components F10000RG-2 |
|
||
| ||||||||||
|
|
 TM5-4110-234-14
TO 40R7-5-7-1
Do not remove heads when they are hot. Warping may occur.
a. Cylinder Heads. The cylinder head bolts should be tightened in the sequence indicated in figure 5-38 to a
torque of 5 foot-pounds, then 10 foot-pounds, and so on until all are torqued to 29 to 31 foot-pounds.
b.
Valves. See figure 5-39.
Figure 5-39. Valve Components F10000RG-2
(1) Properly seated valves are essential to good engine performance. The cylinder head is removable for valve
servicing. Do not use a pry to loosen the cylinder head. Rap sharply on the edge with a soft-faced hammer, taking care
not to break any cooling fins. A conventional type valve spring lifter may be used when removing the valve spring locks,
which are of the split type. Clean all carbon deposits from the cylinder head, piston top, valves, guides, etc. If a valve fa ce
is burned or warped, or the stem worn, install a new valve.
(2) Worn valve stem guides may be replaced from inside the valve chamber. A seal is provided behind the
intake valve guides only. The smaller diameter of the tapered valve guides must face toward the valve head.
(3)
Tappets are also replaceable from the valve chamber, after first removing the valve assemblies.
(4) The valve face angle is 44 degrees. The valve seat angle is 45 degrees. This 1-degree interference angle
results in a sharp seating surface between the valve and the top of the valve seat. The interference angle method of
grinding valves minimizes face deposits and lengthens valve life. See figure 5-40.
(5) The valves should not be hand lapped, if at all avoidable, since the sharp contact may be destroyed. This is
especially important where stellite faced valves and seats are used. Valve faces should be finished in a machine to 44
degrees. Valve seats should be ground with a 45 degree stone and the width of the seat band should be 1/32 to 3/64 of
an inch (.79 to 1.19 mm) wide. Grind only enough to assure proper seating.
5-55
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
