 |
|||
|
|
|||
|
Page Title:
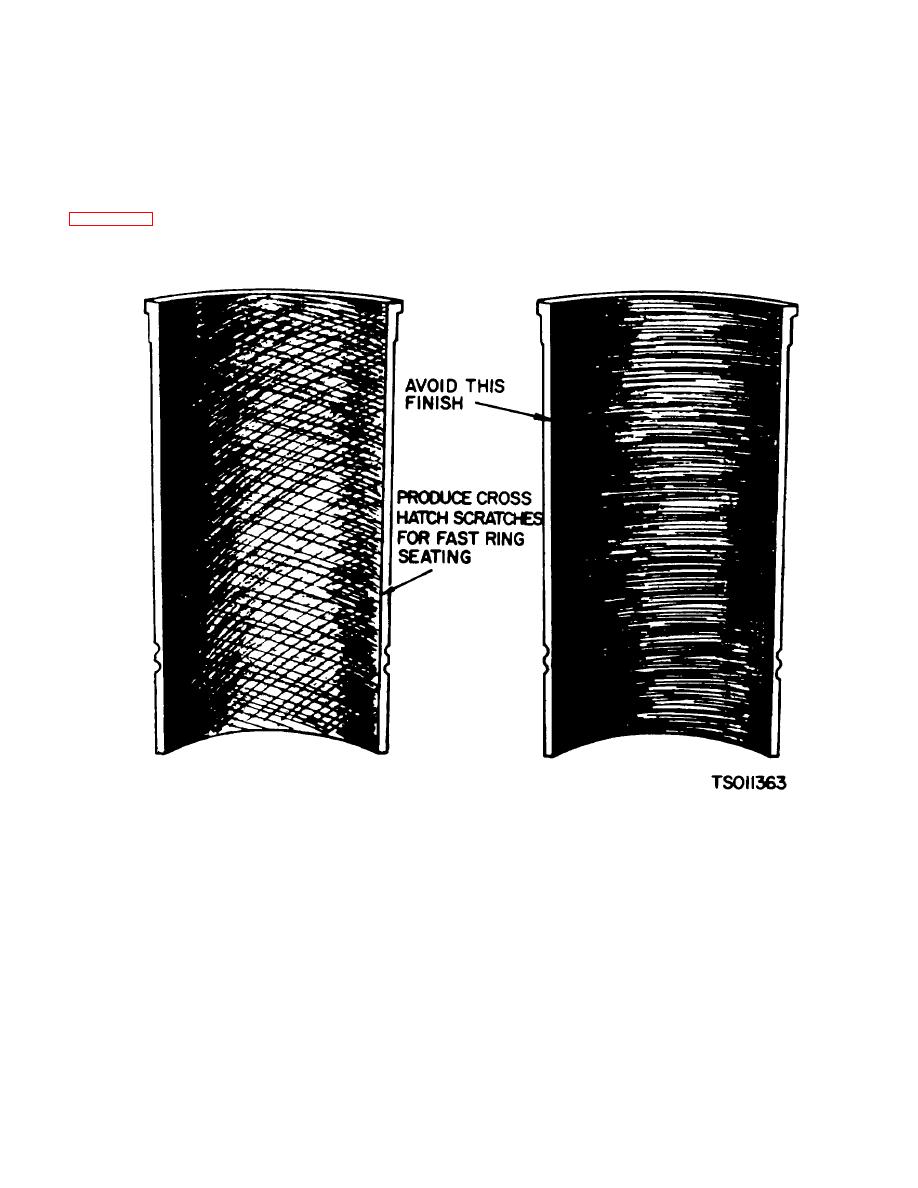
Figure 5-30. Correct Hone Finish (Model RMP-J/I-10G) |
|
||
| ||||||||||
|
|
 TM 5-4110-217-14
method but a telescoping gauge can be used. Check the
23 degrees. This can be achieved by moving the hone
size at six places in the bore; measure twice at the top,
up and down in the cylinder about 40 cycles per minute.
h. Clean the cylinder block thoroughly with soap,
middle and bottom at 90 degree angles.
g. When the cylinder is approximately 0.002 inch
water and clean rags. A clean white rag should not be
within the desired bore, change to fine stones and finish
soiled on the wall after cleaning is complete. Do not use
the bore. The finish should not be smooth but as shown
a solvent or gasoline since they wash the oil from the
in figure 5-30. The crosshatch formed by the scratching
walls but leave the metal particles.
i.
Dry the crankcase and coat it with oil.
of the stones should form an angle of
Figure 5-30. Correct Hone Finish (Model RMP-J/I-10G)
5-19
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
