 |
|||
|
|
|||
|
Page Title:
Section II MAINTENANCE PROCEDURES |
|
||
| ||||||||||
|
|
 TM5-4110-234-14
TO 40R7-5-7-1
Section II MAINTENANCE PROCEDURES
6-2. CONDENSER AND EVAPORATOR COIL REPAIRS
a. Condenser Coil. See paragraph 4-55 for cleaning and 5-13 for removal and installation.
b. Evaporator Coil. See paragraph 4-56 for cleaning and 5-23 for removal and installation.
c. Repairs are limited to rebrazing of return bends and on the evaporator coil the distributor and distributor line
connections. See paragraph 5-12 for brazing/debrazing instructions. Badly dented fins can be straightened using a fin
comb. Internal leaks in the fin area are not normally repairable.
16-3. ENGINE OVERHAUL (F10000RG-2)
a. See paragraphs 5-34 through 5-44.
b. Crankshaft. Inspect the bearing journals. If they are scored and cannot be smoothed out by dressing down, the
bearing journals should be refinished to use nearest available undersize bearings or a new crankshaft should be installed.
If a worn main bearing journal cannot be fitted with an available precision type undersize bearing, then refinish it to the next
undersize. If a worn rod journal cannot be fitted by installing a new bearing insert (forged rod), then refinish it to take the
corresponding undersize bearing insert available. Whenever making major repairs on the engine, always inspect the drilled
passages of the crankshaft. Clean them to remove any foreign material and to assure proper lubrication of the connecting
rods.
c. Engine Block. See paragraph 5-42.
(1)
Reboring and honing of cylinders that are out of round or tapered.
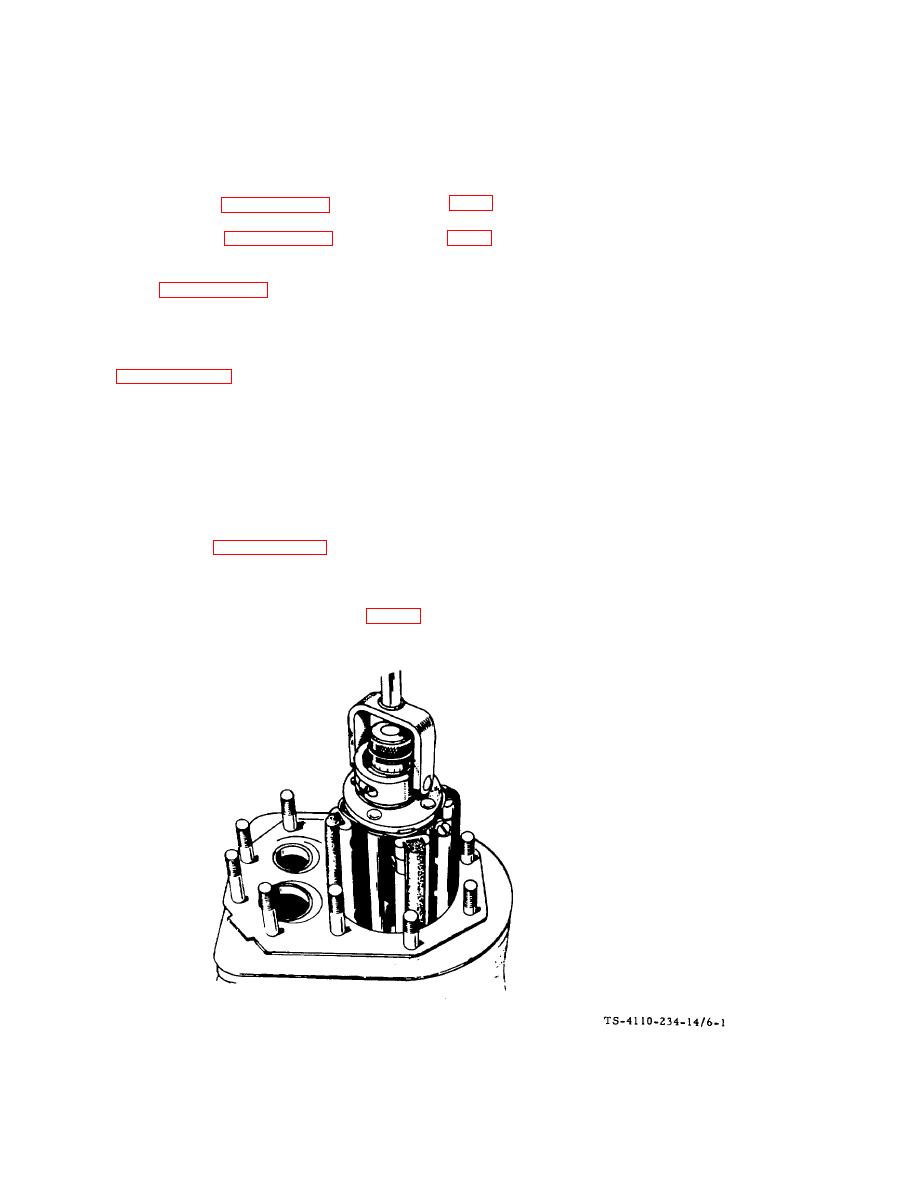
(a) A hone can be used to rebore a cylinder (fig. 6-1). Remove stock to 0.002 inch (0.051 mm) undersize of finish bore
with coarse hone (100 grit), then complete honing with finish hones (300 grit).
Figure 6-1. Honing a Cylinder F10000RG-2
6-2
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
