 |
|||
|
|
|||
|
Page Title:
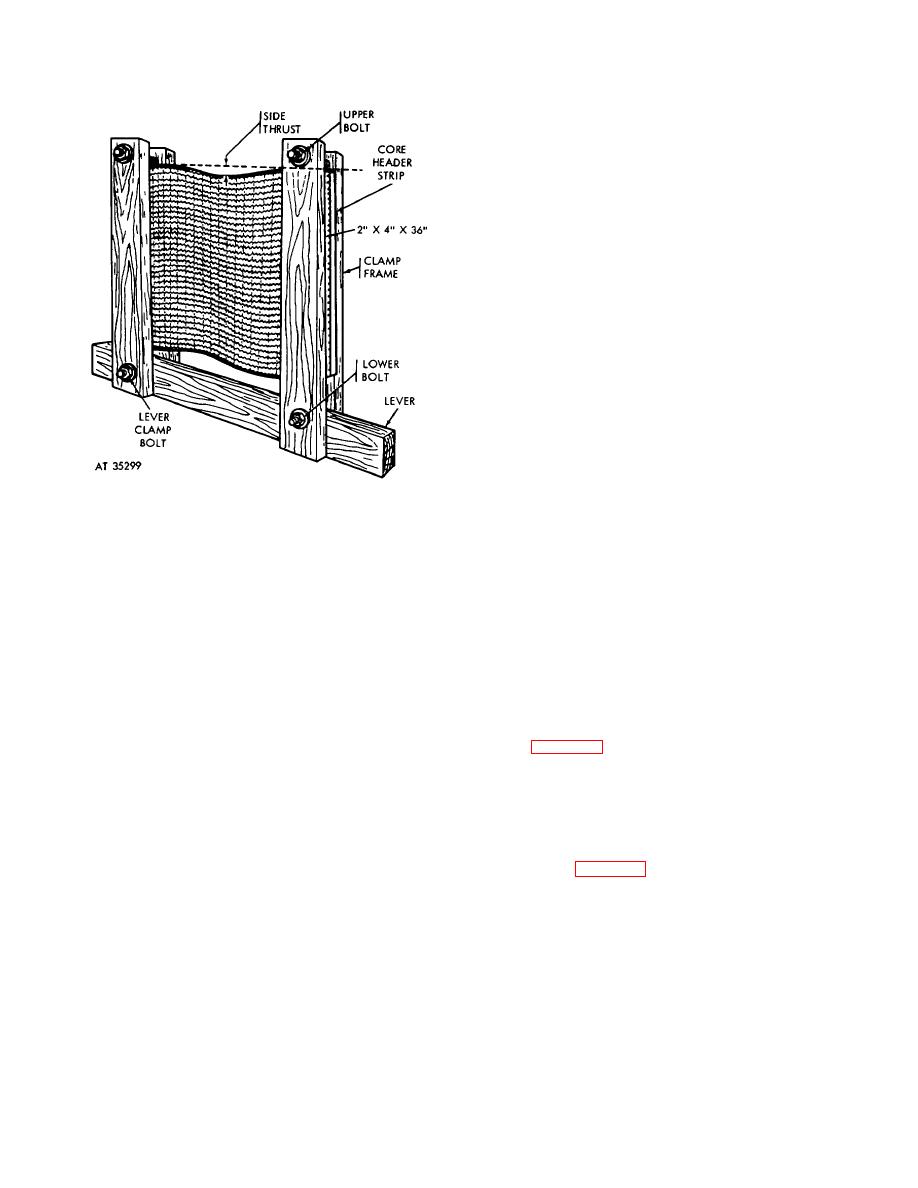
Figure 3-28. Frame for straightening sprung core. |
|
||
| ||||||||||
|
|
 NOTE
If the tubes are too severely damaged to be
reopened by rodding, install a new core section.
b. Recoring. When the entire radiator core has
been damaged beyond repair, but the tanks are
undamaged, substituting a new core will make the
repaired assembly as serviceable as new. An impact at
the front fender or radiator assembly may force the
radiator core back against the revolving fan blades.
Where the fan blades only polish the edges of the core air
fins, it is only necessary to relieve the brightness with a
little paint. Where the fins have been flattened to close up
the air cells, the fins can be straightened. Where the fan
cut is so deep that it has gouged out the solder or cut the
water tubes, it is necessary to replace the damaged .core
3-40.
Mounting Assembly
a. General. Radiator supports, whether connected
directly to the radiator or to the shell, should be able to
carry it properly.
b. Repair
(1) If a soldered shell has worked loose, resolder it
Figure 3-28. Frame for straightening sprung core.
(2) If the shell is bolted to core channels, solder them
rigidly to tanks and straighten or brace them so that they
(8) After a core has been straightened, the air fins
will not become loosened and allow the radiator to be worn
must also be straightened and all leaks repaired.
or shaken to pieces.
(9) An impact at the side of a radiator may damage
(3) Reinforce the top support rod connection to
only the edge of the core. In a tubular core, when the
withstand the thrust or pull at this point.
water tubes are only partially closed but not torn, reopen
them by plunging a blunt rod down the entire length of the
tube.
Section V. REPAIR OF ALUMINUM RADIATORS
3-41.
General
a. Aluminum radiators are Flo-Tested in the usual
manner (para 3-18).
Aluminum weighs less than half as much as copper or
b. Clean aluminum radiators by the flush gun
brass and is a good heat conductor.
One of the
method or vat cleaned in a 10% solution of trisodium
disadvantages is the difficulty of repair by welding. Epoxy
phosphate and water at 140 F.
repairs are usually satisfactory but aluminum welding may
be more reliable. Because pure aluminum has a very
c. After Flo-Testing and cleaning, Flo-Test a second
small range between welding and melting temperatures,
time to determine the effectiveness of cleaning d. Dry
aluminum radiator repair requires a welding proficiency
inside of radiator thoroughly by circulation of warm air
that is difficult to develop.
inside radiator (para 3-10).
3-42.
Leak Testing
3-43.
Repair Procedure
CAUTION
CAUTION
Standard brass-copper repair procedures should
When leak testing aluminum radiators, be sure
not be used on aluminum radiators. Some of
that the test tank water is clean. It should not
these standard procedures are damaging to
contain any trace of flux, acid or caustic solutions.
aluminum radiators.
Water in a test tank has been used for brass or
copper radiators should not be used.
3-20
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
